This is the first in a series of posts looking at the entire process of sublimation printing, and how to choose products which work well together and help you to achieve the best results possible.
When people ask us which sublimation paper is best to use with our inks, we always feel a little disingenuous recommending our own paper. Obviously we would say that, wouldn't we?
When we settled on our sublimation ink, we tested a lot of different papers in order to see which would work best, and to save our customers some legwork in testing out the different options themselves. We know that our sublimation customers are concerned with the quality of their products above all else, and were determined to find the absolute best paper to recommend - after all, it doesn't matter how cheap your mugs are if they look cheap.
In order to demonstrate how our paper fares against the opposition, we decided on a simple test. We bought a pack of sublimation paper from ten of the main suppliers in the UK, printed the same image onto each, and sublimated them.
With sublimation paper, there are two main aspects which you should pay attention to. These are how the paper absorbs the ink, and how it releases the ink onto your substrate. Sublimation papers can all look very similar, and work based on the principle of a polymer management layer and release agent, but the recipe can vary substantially from one brand to another - it's important to find the paper which works best for your setup.
If your sublimation paper isn't capable of absorbing the ink quickly enough, your images can bleed and appear fuzzy around the edges. This bleeding will transfer across to the finished product, and can leave you with mugs and t-shirts looking sub-par. I'm pleased to say that only one of the papers in our test had this problem, and it wasn't ours. Most sublimation papers on the market today are what's known as fast-drying papers, so will readily absorb the ink during printing.
You'll find far more variety when it comes to releasing the inks. Ideally, you would have close to 100% of the ink transfer from your sublimation paper onto the finished product. Having more ink transfer means that your blacks will be richer, your colours more vibrant, and you will achieve much better results overall, allowing your images to really stand out. It also makes colour-matching easier, as you don't have to worry about your images looking washed-out or faded.
So, with that out of the way, lets look at the results of our tests. We included papers from all of the major suppliers, to try and find a definitive answer to which papers work best with our inks. The printer used for this is the Epson 1500w six-colour A3 printer, and you might also spot a couple of Ricoh sublimation printers in the background - we'll be discussing printers in greater detail in another post.
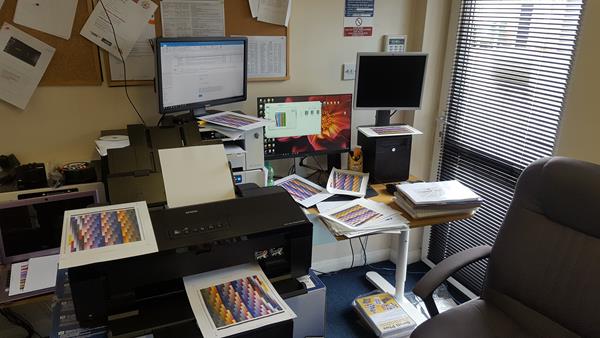
The first step was to print out our image onto each of the papers. It's best to leave sublimation paper to dry for a few minutes so the ink can finish being absorbed before it's handled too much, so we ended up decorating most of the office with these sheets - the image we chose was a sheet of around 1,000 colour patches, for the greatest variation in colours tested.

The images have now been printed, and are ready for sublimation - as you can see, there's very little variation at this stage of the process - all of the images were printed from the same printer, using the same settings.
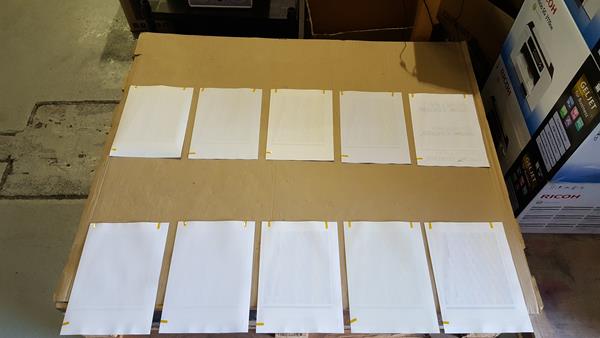
We sublimated onto white aluminium sheets, one of the easiest substrates to work with. Ours are from Subli Metals Ltd, who provide a huge variety of sizes and finishes. At this point, all of the images have been sublimated for 50 seconds at 180°C and we haven't seen the results - our paper is in the top left of this image.

The big reveal - from looking at the sheets of paper, you can see there is quite a lot of ink left on each of the papers, except for one. I wonder which paper it is...

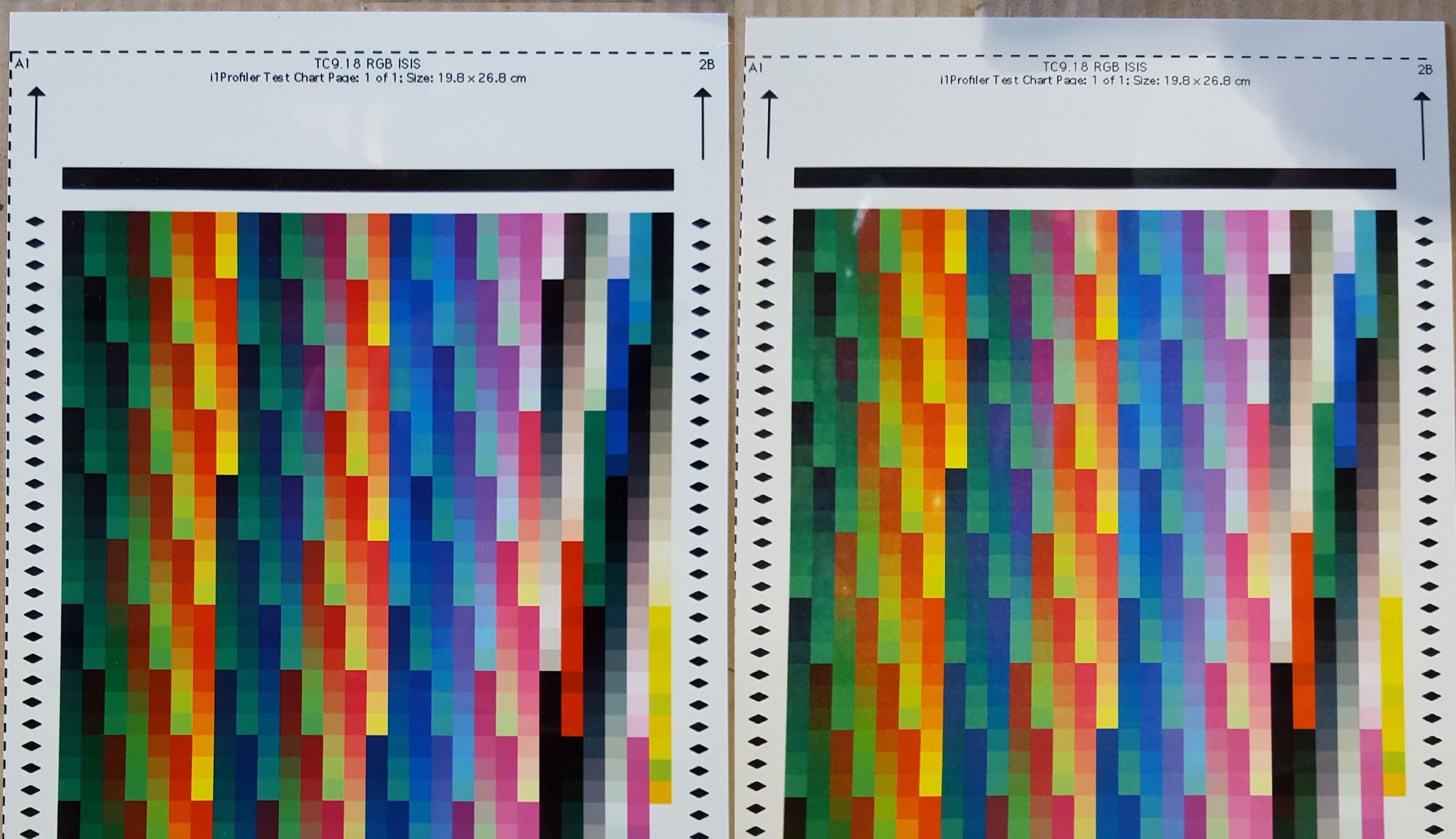
Enhance! Here's a closer picture of our paper compared to one of the others - you can see that a lot more ink has transferred across to the metal sheet with ours, giving much more vibrant colours - this will enable you to achieve the greatest possible variation in colours on your products.
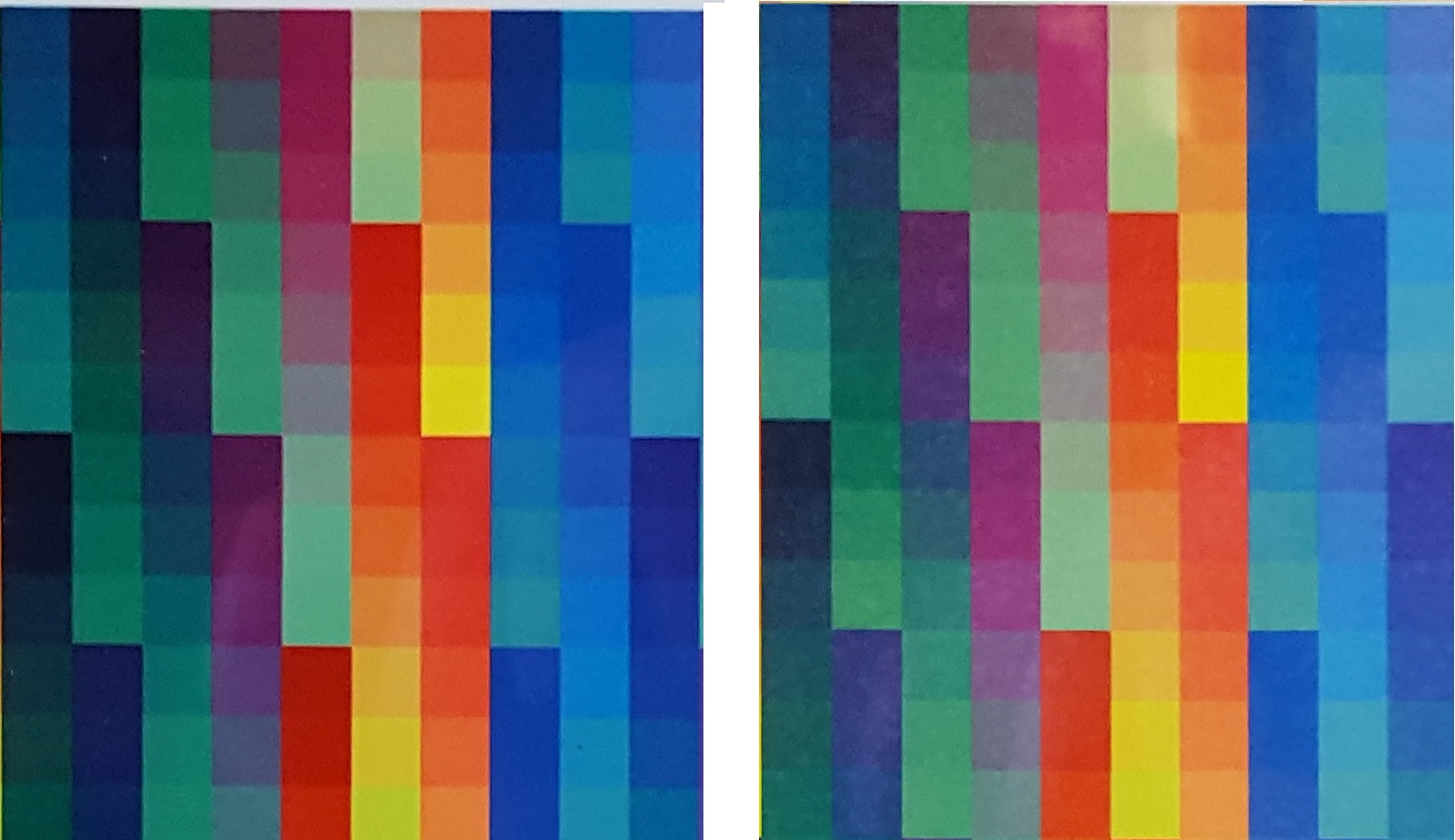
Enhance! Another, closer look at the sublimated products - the image on the right appears faded, and almost cloudy in places, because of the incomplete transfer of ink. We probably don't need to point this out again, but the one on the left was using our paper. An issue like this may not seem like much on an aluminium sheet, but is far too noticeable on photographic products such as mugs, or on t-shirts (which have a lot more material to dye).
Having access to the largest possible colour gamut means you can consistently produce superb products for your clients, and we feel that our paper offers end results which outclass the opposition in terms of both ink fastness and ink transfer.
You can find the high-resolution version of the last three pictures here: